Coperion launches optimised EGR eccentric pelletiser
Coperion has optimised the EGR eccentric pelletiser for use with its two-stage Kombiplast compounding system, improving the system’s overall design, energy consumption, air supply, material conveying and pellet handling. In its new design, the EGR delivers significantly better pellet quality, particularly when processing temperature- and shear-sensitive plastics, such as PVC or cable compounds.
New smart features also make the redesigned EGR easier to operate compared to the previous model. Heating the pelletising system and carrying out product changes, including die plate exchange, can now be performed more quickly, increasing the compounder’s overall equipment effectiveness (OEE).
The system is designed to ensure particularly gentle product handling throughout the compounding process, while also delivering high economic efficiency and maximum flexibility.
It works by feeding raw materials into the process section of a ZSK twin screw extruder, using a twin screw ZS-B side feeder, where they are conveyed, plasticised, mixed and homogenised. In its ZSK Mv14 design with an increased torque of 14 Nm/cm³, the extruder handles the product extremely gently and achieves very high throughput rates. Product discharge takes place via the ES-A single screw that builds up the required pressure for the EGR eccentric pelletiser.
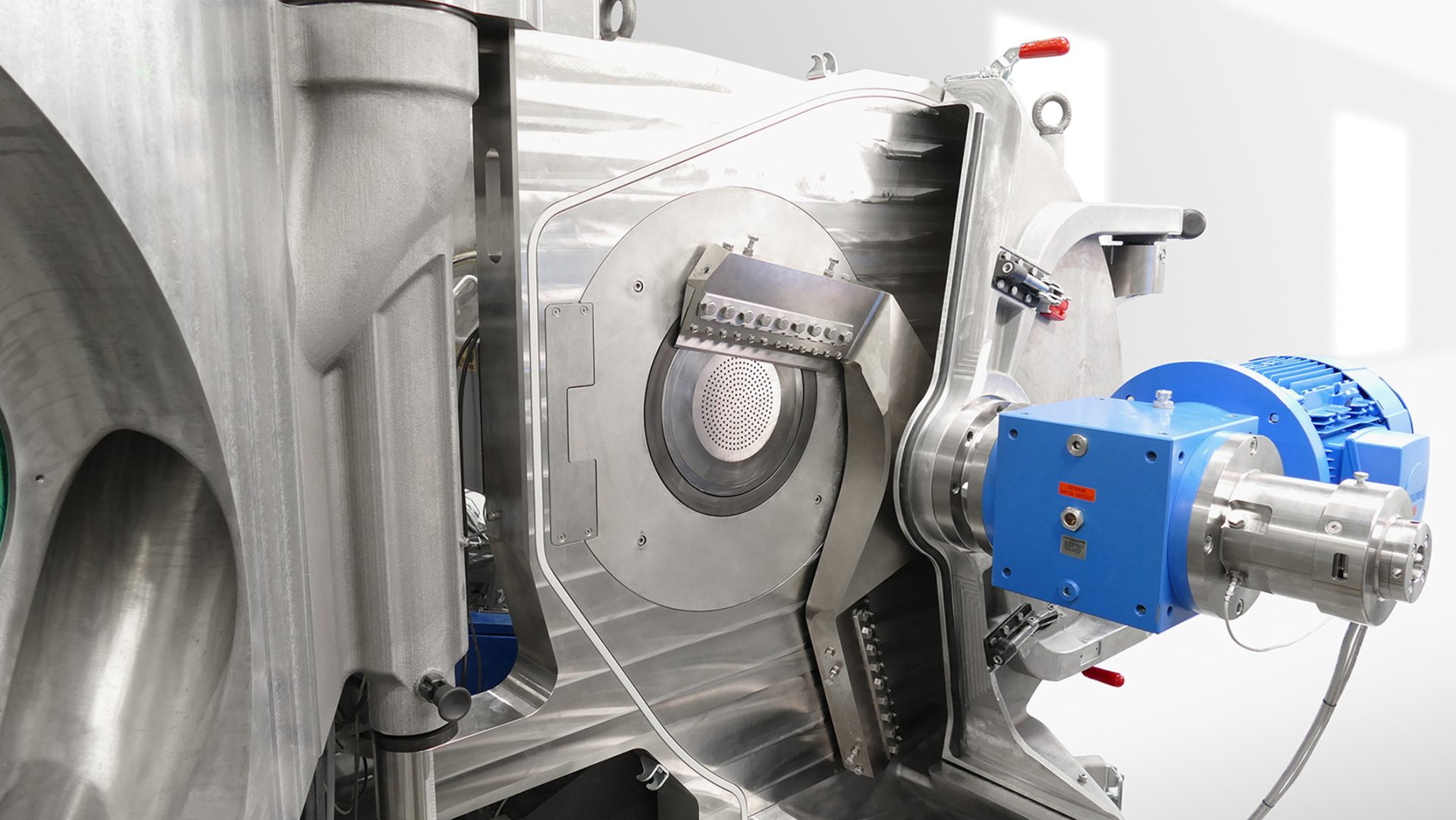
In the pelletising step the EGR cuts the cylindrical product strands exiting the die plate into uniform pellets using revolving pelletising knives. The pellets are then removed by pressure conveying, with the help of new inflatable seals installed for this purpose. The pelletiszing knives are mounted onto a blade that is eccentrically attached to the die plate. The blade’s rotation is infinitely adjustable. Coperion customises the quantity, diameter and geometry of the die plate holes according to the material properties and individual customer requirements.